 |  |


产品名称:二模三冲机
该系列的螺丝机械是在原有的2D3B-XP1、2D3B-XP2和2D3B-0502、2D3B-0503机型上加装脱膜钳装置的二模三冲机。
现有机型:2D3B-XP1-T、2D3B-XP2-T、2D3B-0502-T、2D3B-0503-T
加装脱膜钳的二模三冲螺丝机械除了可以生产普通型二模三冲机可以制造的所有产品外,还可以制造普通型二模三冲机不易制造的、冲压成型后的坯料不能从主模里被顶出的、需要有夹钳辅助拉脱坯料的多台阶实心或半空轴类产品。
加装脱模钳装置的二模三冲机脱模钳装置工作原理简述:
• 二轴上的“凸轮”带动“杠杆”摆动,“杠杆”的另一头与可以上下滑动的“斜条”接触,“杠杆”摆动带动“斜条”上下运动而带动和“导轨滑杆”固定在一起的“(脱模)大滑块”运动;
• “小滑块座”固定在“(脱模)大滑块”上与其连动,“小滑块”以燕尾槽与“小滑块座”组合;
• “脱模钩钳固定块”固定在“小滑块”上,“脱模钳”固定在“脱模钩钳固定块”上;
• 当冲具在将坯件冲压成型时,“斜条”推动“(脱模)大滑块”带动“脱模钩钳固定块”和“脱模钳”横向前进,在冲具刚退开时“脱模钳”口卡住工件头,此时装在“(主滑台)大滑快”上的“脱模钩”住“小滑块”,随着冲具的后退“小滑块”带动“脱模钳”将工件拉出,靠着“脱模钳”横向回位后的震动将工件振落。
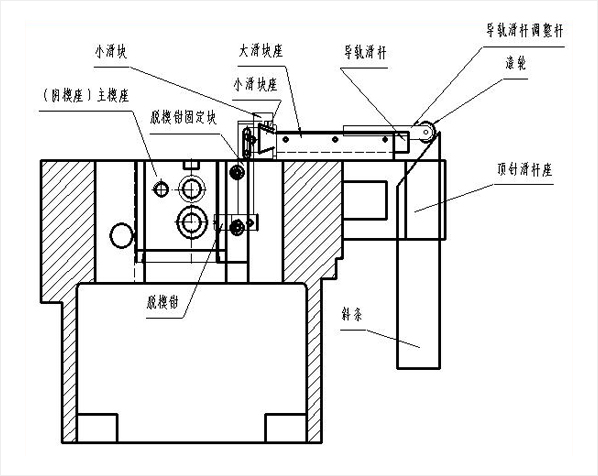
脱模钳装置传动示意图1
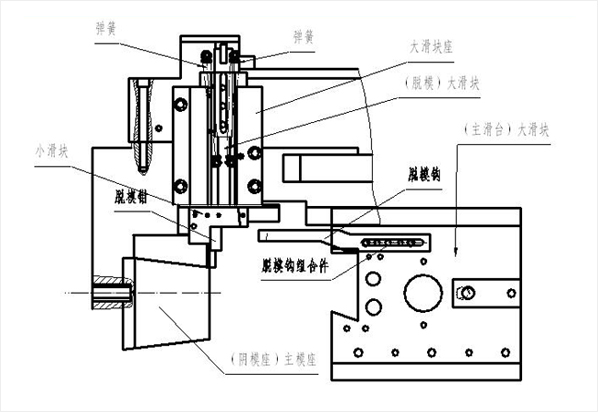
脱模钳装置传动示意图2
使用该系列螺丝机洗制造内六角槽半圆球头半空台阶铆钉
• 圆空剪刀将材料切出所需要成型产品所需的长度(坯料外形见图A)并由将其带到第一主模口;
• 第一冲模升上将切料顶进第一主模腔内冲压进行第一次缩径变形,成为大头尾部带细杆的形状(坯料外形见图B);
• 随后第二冲模升上到第一主模口,第一主模腔内的顶料棒将坯料顶进第二冲模里,第二冲模降下将坯料送到第二主模里将坯料冲压大头带双台阶的形状(坯料外形见图C);
• 然后第三冲模升上,到第二主模口将坯料的大头在第二主模腔内冲压成带内六角槽的半圆球头,双台阶杆部和底部的孔同时在第二主模腔内冲压成型(坯料外形见图D),此时铆钉毛坯完全成型;
• 第二主模腔内的顶料棒在随着第三冲模退开将毛坯顶出,但由于顶料棒因为顶进双台阶杆的底部为成孔而不能脱出,所以此时脱模钳被调到可将毛坯拉出脱落。
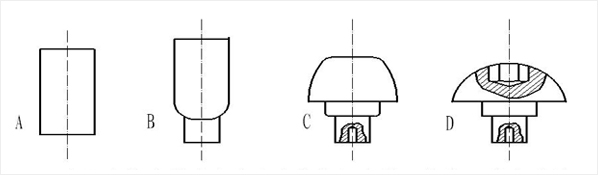
内六角槽半圆球头半空台阶铆钉冷镦工艺工序变形图
相关推荐阅读:

