 |  |
来源:www.9138.com.cn 编辑:杨工 发布时间:2012年5月10日 所属分类:技术指导
为了加深对加P.K.O装置的二模三冲螺丝机械功能的认识,我们以制造外六角带凸缘平垫台阶杆螺栓、杆部下带细小杆的内六角无头螺栓的工艺为例来进行简要说明:
1)制造外六角头带凸缘平垫双台价杆螺栓
此螺栓特点:杆部为大小双级台阶,双级台阶直径比大;双级台阶上是带凸缘垫的外六角头,外六角头超出正常为非标,这样头部用料多,未镦锻前和成型后的变形镦锻比大;又由于带凸缘垫,所以外六角头带凸缘垫必须在最后一个冲模内冲压成型,这样必然造成最后一个冲模粘出坯料。由此可见此产品难度较高,业内普遍用三模三冲以上多工位机器制造,在工程师充分发掘二模三冲机功能和巧妙设计模具下,加装了P.K.O顶出装置后的二模三冲机很好的将此产品做了出来。
2)外六角头带凸缘平垫双台阶杆螺栓的镦锻工艺流程:
•根据产品特点采用圆切料剪刀切出要成型产品所需的长度的坯料(见图A),由圆切料剪刀将坯料送到第一主模口;
•第一冲模升上将切料顶进第一主模腔内冲压进行第一次缩径变形,成为大头保持原直径尾部带细杆(坯料外形见图B),而细杆(这一段以后要搓螺纹)长度与直径达到成品对其的尺寸要求;
•随后第二冲模升上到第一主模口,第一主模腔内的顶料棒将坯料顶进第二冲模里,第二冲模降下将坯料送到到第二主模里,将坯料冲压成为头部为锥鼓头杆部为双台阶的形状(坯料外形见图C),双台阶的中的大的一级长度与直径达成品的要求;
•第三冲模的最后一击将带凹坑的外六角孔头和凸缘平垫成型在第三冲模里,到此时,外六角带凸缘平垫台阶杆螺栓毛坯完全成型(坯料外形见图D);第二主模腔内的顶料棒在第三冲模退开后将完全成型的毛坯顶出;
•由于零件有部分第三冲模里成型而粘固在第三冲模上,所以此时P.K.O前顶出装置被调到可以将毛坯顶出第三冲模。
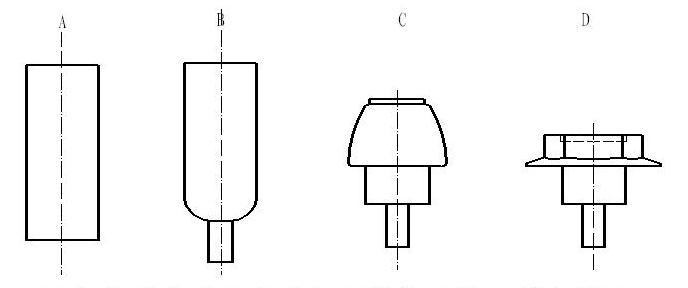
外六角头带凸缘平垫双台阶杆螺栓各工位变形图






