 |  |
来源:www.9138.com.cn 编辑:杨工 发布时间:2012年5月9日 所属分类:技术指导
石西牌普通型二模三冲机现有2D3B-XP1冷镦机和2D3B-XP2冷镦机,由于采用无夹钳递料,许多有夹钳二模四冲、三模三冲以上多工位机器难以加工的的大头小杆、大头短杆产品,在东莞国菱机械有限公司制造二模三冲机上加工就得心应手,如:加工十字槽大扁鼓头细长杆螺栓、大平头短小杆铆钉杆。
需加工的产品:1、十字槽大扁鼓头细长杆螺栓头部厚3.5mm直径11mm、杆部2.3mm长22mm;2、大平头短小杆铆钉头部厚1.5mm直径10mm、杆部2.9mm长2.2mm,总长仅4.7mm。
这两种产品的共同特点是:细杆大头,头部成型已超出了一模二冲冷镦机的镦锻比,而且头形薄大,杆部与头部的直径比相差很大(1/3.12),要充分考虑杆部和头部连接出的金属“纤维组织”的流线以免产生断头现象,固而加工大体工艺是一样的——采用大料小变形工艺,模具也相似。
十字槽大扁鼓头细长杆螺栓和大平头短小杆铆钉镦锻工艺流程如下:
•圆切料剪刀切出要成型产品所需的长度的坯料(坯料外形见图A)并将坯料送到第一主模口;
•第二冲模升上将切料顶进第一主模腔内冲压进行缩杆变形,成细杆上带大台阶的坯料,细杆直径和长度缩到产品对细杆尺寸的要求,大台阶保持坯料在切断时原线径(坯料外形见图B);
•随后第二冲模升上,第一主模腔内的顶料棒将杆上有弧形底凹坑圆柱头的坯料顶进第二冲模里;
•第二冲模降下将坯料送到到第二主模里将坯料冲压成鼓形头,鼓形头是为在冲压时使金属易于流动成型为大平头做准备的(坯料外形见图C);
•随后在第二冲模退开后,第三冲模升上的最后一击将产品的坯料完全成型(坯料外形见图D);
•最后,第二主模腔内的顶料棒在第三冲模退开后将产品坯料顶出。
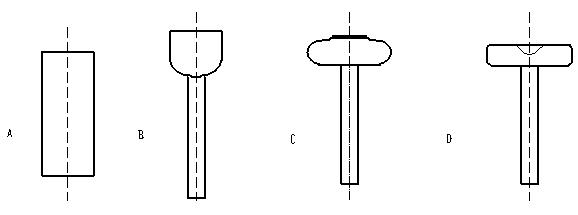
十字槽大扁鼓头细长杆螺丝冷镦工艺各工序变形图
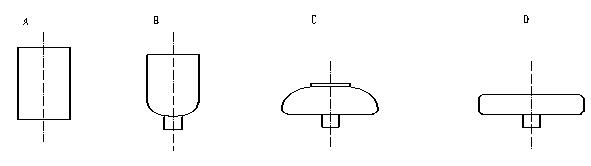
大平头短小杆铆钉冷镦工艺各工序变形图






